The next generation of
electrical discharge machining technology
Electrical Discharge Machining (EDM) is a highly precise thermal process for removing unwanted metal material. This happens by applying cycled discharging sparks in the gap between an electrode and a conductive workpiece. EDM is commonly employed in the machining of refractory metals and challenging-to-machine materials that pose difficulties for traditional machining methods. This process is also referred to as spark machining or spark eroding.
Winbro’s High-Speed Electrical Discharge Machining provides substantially faster drilling times than the conventional oil dielectric process.
Industry leading EDM technology
Built from Aerospace Precision
EDM System
A compact, high-speed single point EDM system that delivers high productivity and meets the strictest standards for drilling turbine components and semiconductor process equipment.
High Speed EDM with DI
Winbro machines use deionized water as the medium for the Electrical Discharge Machining process. This allows for a high speed drilling without the need to change oil based solutions.
Designed for Precision
Our machines are designed from the ground up to maximize precision through out the process. We offer multiple solutions to help monitor the EDM process to ensure high quality throughput.
Unmatched Technology
Our EDM technology delivers functionality that has yet to be matched. Our advanced features include electrode probing and Electrical Discharge Machining milling where we use a cutter path to create 3D geometries similar to milling.
Exploring the Core Elements of Electrical Discharge Machining
Explore the sophisticated components integral to Electrical Discharge Machining (EDM), illuminating the fundamental elements pivotal for its precision and effectiveness. From the spark generator to the intricacies of the dielectric fluid system, each facet orchestrates the controlled electrical discharges, crafting intricate shapes with exceptional accuracy
Power Supply: Provides the necessary electrical energy to generate the electrical discharge between the electrode (tool) and the workpiece. The power supply delivers controlled pulses of electrical energy to create sparks.
Workpiece:The material being machined. It could be any conductive material, such as steel, titanium, copper, nickel alloy, etc.
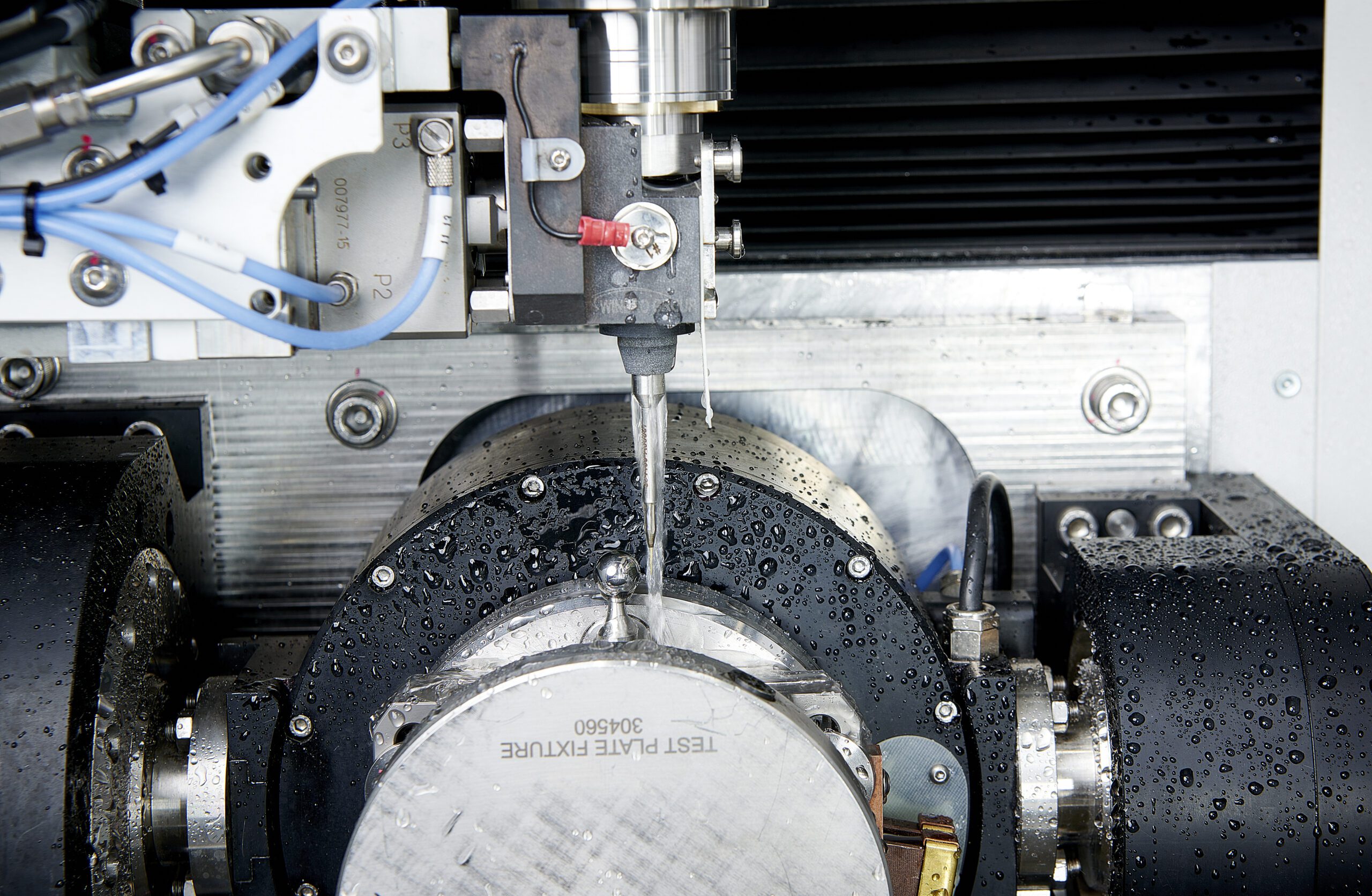
Electrode: Also known as the tool, the electrode is usually made of a conductive material (like copper, graphite, or tungsten) and is shaped according to the desired form to be machined into the workpiece. Typically the electrodes are tubes that allow dielectric fluid through and increase the processing speed.
Dielectric Fluid: EDM typically operates in a dielectric fluid, which acts as a medium to facilitate the electrical discharge and helps in cooling the workpiece and flushing away the debris. Typically Winbro used deionized water with fine filtration to keep the fluid as clean as possible.
Control System: The control unit regulates various parameters of the machining process, such as pulse duration, frequency, current, voltage, and servo movements in the case of EDM.
Filtration System: In EDM, a filtration system removes debris and particles from the dielectric fluid, ensuring it remains clean and suitable for use in the machining process.
Automatic Tool Changer (ATC): A tool changer in EDM allows for the guide assembly (also known as quill or guides) to be changed automatically in the machine allowing multiple tool types and guides to be used without operator intervention.
Automatic Electrode Changer (AEC): Electrode changers also eliminate the need for operator intervention by disposing of electrodes and loading a new electrode to continue processing. Winbro’s machines can hold up to 700 electrodes for high volume production.